湛江直销主驱电机价格多少
➀增加线圈的占积率为了实现电机小型化,本田增加了绕线的占积率(空间中铜的比例),使定子变小。通过使用大截面的方形导线作为线圈,使得占积率达到了60%。在传统的电动机中,使用薄的圆形线圈,占积率一般只能达到48%。为了使定子小型化,线圈使用截面积大的方形导线(a)。与传统的圆形线圈相比,方形导线可使占积率从48%增加到60%。但是,由于和圆线相比方线变粗,导体(铜)中的“过电流损失”会增大。通常通过增大定子的槽宽度或减小每个线圈的厚度来减小过电流损耗(b)。➁缩短线圈末端为了实现小型化,本田同时还缩短了从定子突出的线圈部分(“线圈末端”)。本田技术人员认为线圈末端部分“对电机工作没有贡献”。为了缩短线圈末端,采用了新的绕线结构方法。首先,将矩形线圈塑形成U字形,以形成“并列分割线圈”。接下来,将该分割线圈从定子铁心的轴方向插入。之后,将插入侧以及对侧伸出的线圈前端焊接在一起而形成线圈。新的绕线工艺,需要投资新的制造设备。与传统工艺相比,新工艺不需要绳子捆绑,也不需要将线圈末端压扁,从而更易于自动化。由此实现**率大批量生产,成本也能降低。基于对未来电动汽车需求大幅增长的预期。主驱电机的咨询以及方案。湛江直销主驱电机价格多少
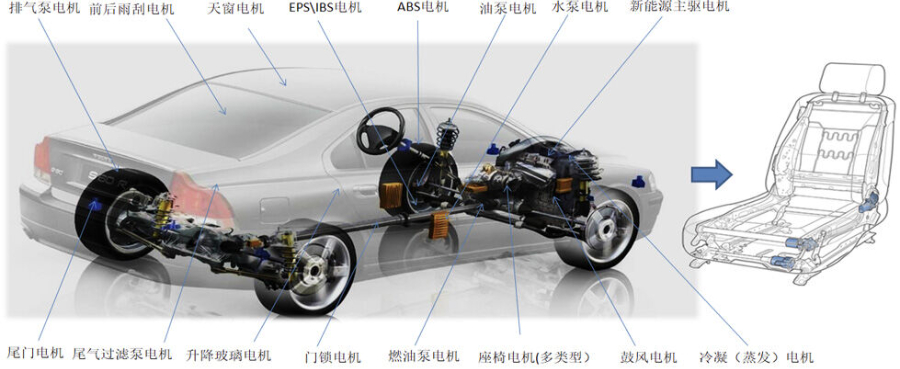
主驱电机
所述出线轴管62一端插设于另一端盖5的轴孔51,出线轴管62另一端位于端盖5外侧;所述电机线圈绕组2的电机引出线(未图示)由进线轴管61伸出;所述发电机线圈绕组3的发电机引出线(未图示)由出线轴管62伸出。进一步地,所述电机引出线伸出进线轴管61外侧一端电性连接有一电源7。进一步地,所述电源7为48v直流电源。进一步地,所述发电机引出线伸出出线轴管62外侧一端电性连接有一三相整流桥8。三相整流桥8的设计,可将三相电流整流为240v直流电,便于后续使用。进一步地,所述发电机引出线输出电流为交流电,电压为150v。进一步地,所述三相整流桥8输出端电性连接有一充电器9,所述三相整流桥8输出电流为直流电,电压为240v。充电器9的设计,可对电动车等设备进行充电,提升所述新能源电机的使用率。进一步地,所述定子铁芯1上电机槽位12的数量为51槽。对应地,所述电机线圈绕组2的数量为51个,51个电机线圈绕组2之间的连接关系参见图3。进一步地,所述定子铁芯1上发电机槽位122的数量为51槽。对应地,所述发电机线圈绕组3的数量为51个,51个发电机线圈绕组3之间的连接关系参见图4。进一步地,所述电源7与一控制器10通信连接,形成对电源7开闭的控制。绍兴一体化主驱电机哪家好扁线电机制造及量产装配。
深圳市金岷江智能装备有限公司新能源汽车的发展和推广应用,相对应的加大了汽车电机的使用量,日益减少的人口对工业自动化的要求更加严格,工业,描绘了制造业的未来愿景,提出继蒸汽机的应用、规模化的生产和电子信息技术等三次工业**后,人类将迎来心信息物理融合系统为基础,以生产高度数字化、网络化、机器自**为标志的第四次工业**。工业:智能生产、智能工厂、智能物流加大了对生产制造型车间的科技自动化要求,纳瑞盛(上海)实业有限公司专注提供新能源汽车三大**部件即新能源电机、电控、电池的生产组装设备,致力为**的新能源汽车行业的腾飞作出自己的贡献。在新能源电动汽车电机的生产中实现了精简人员、提**率、提高生产和提高质量的新技能,为生产电机的厂家带来了不可估算的效益。工作站式自动化装配线配合倍速链输送,完美的将电机的转子,电机的定子、电机的总成装配相结合,使得生产现场更规整,工作环境相对舒适,**减少了人工按劳付酬强度,产品质量比较稳定,新能源电机装配线,采用自动化的方式装配和输送线相结合实现电机转子,定子及总成的搬运和翻转,是一种**的自动化流水线,电机装配线采用力和位移的监控,配合安全光栅的使用。
图18Map图横纵坐标分割数说明[Correction]系数校正可以应用于效率或损耗。[TableCorrection]在[TableCorrection]中选择[Efficiency]或[Loss]时,输入每个速度和扭矩的修正值。可以输入超过**大速度或**大扭矩的值。表7修正系数含义描述类型描述[NoCorrection]不使用系数校正。[Efficiency]系数校正应用于效率。[Loss]系数校正应用于损耗。显示效率图。图19效率图显示操作注意点:计算的点数不能太少,比如电流幅值4个,相位角3个,转速3个,计算后不能显示MAP图。速度优先不能考虑AC损耗,如果按计算AC损耗进行了设置,输出响应表中铜损值为0。为了减小文件大小和加快计算速度,可以不输出网格,如下图所示。图20输出控制属性设置界面计算前是否需要通过设置转子初始位置角让d轴和U轴重合?不需要,软件会通过offset自动设置为重合。图21转子初始位置角度设置界面效率图Study支持Multi-slice条件,、分布斜极和V型斜极。但是无法确认每个slice的结果。速度优先模式不能考虑涡流损耗。不支持使用稳态近似瞬态分析,时间周期显式误差校正。不支持extendedslide,generatemeshforeachstep(patchmesh)网格。4分析结果(1)效率图从公开资料看,Prius2017**大效率97%。配备有除湿,加热功能。

”1设备的设计需要建立在企业实际情况的基础上,设计的合理性直接影响到产品的质量,从而影响企业生产的运行效率。二、生产布局:新能源汽车驱动电机装配生产线设备在车间生产操作的布局同样非常重要,布局尽量简单、明了。同时,要兼顾生产操作人员的操作习惯。若布局过于凌乱或者复杂,会降低线上操作人员生产效率。三、生产管理:提高装配流水线设备的运行效率,离不开正规、有效的管理。管理作为企业的一门必须修课,是日常经营中必须时刻注意的。有效的生产管理,可以规范生产、规范操作,从而形成有效的、快速的反映机制,可以及时处理好生产中的突发状况。四、日常维护保养:日常的维护保养可以有效防止过度老化、磨损带来的**。企业需要定期对设备进行检修,及时跟换磨损的零部件。如果关键部位出现的问题无法解决,可以联系厂家进行维护。了解装配流水线的节拍是什么?1.生产线(设备)布置:装配流水线中,按工序流程进行设备种类配置。依据生产节拍的需求合理配置设备数量;设备布局型式以“U”字型为优先方案,作业方向应统一,设备间距尽量缩小。2.工序间在制品的物流存储:存储场地原则上集中于生产现场;明确在制品的比较大存储量与比较低订货量。配备互锁装置,防呆防错装置,安全性高。盘锦自动主驱电机自动化产线
主驱电机扁线如何线成型?湛江直销主驱电机价格多少
A)[CreateResponseTable]对话框中**的值。即输入变量。Currentphase(deg)[CreateResponseTable]对话框中**的值。即输入变量。Speed(r/min)[CreateResponseTable]对话框中**的值。即输入变量。Torque(Nm)在[CreateResponseTable]对话框的[Torque]下拉菜单中选择的转矩条件下的平均转矩。Torqueripple“转矩脉动率”。这被定义为(**大扭矩-**小扭矩)/平均扭矩。Ironloss(W)铁损条件下的铁损值(磁滞损耗和焦耳损耗之和)。Hysteresysloss(W)铁损条件下的磁滞损耗。Jouleloss(W)由损耗工具计算的叠压涡流损耗。Totalloss(W)铁损和铜损之和。Copperloss(W)绕组中的损耗。使用线圈电阻和电流计算。Wcopper=I2R:铜损(W),I:线圈电流(A),R:线圈电阻(欧姆)。Voltage(V)U和V相之间的线电压峰值电压。Fundamentalvoltage(V)U相和V相之间的线间电压的基波值。d-a***sflux(Wb)使用Park变换将线圈的磁链转换为d轴磁链。q-a***sflux(Wb)使用Park变换将线圈的磁链转换为q轴磁链。Ld,Lq(H)直轴和交轴电感。它们是使用以下等式计算的静态电感。(φtotal-φmagnet)/I,其中φtotal为总磁链,φmagnet为磁铁磁链,I为电流。Phaseoffset。湛江直销主驱电机价格多少
上一篇: 漳州低温主驱电机成一体机
下一篇: 电机装配工作原理