江苏电池板串焊机
串焊机是一种常用的焊接设备,广泛应用于电子制造业。它具有高效、精确、稳定的特点,能够满足大批量生产的需求。然而,使用串焊机也需要注意一些事项,以确保操作的安全和焊接质量。使用串焊机需要注意一些事项,以确保操作的安全和焊接质量。在使用前要仔细阅读操作手册,了解正确的使用方法和注意事项。在操作过程中要注意安全防护,遵守操作规范,定期进行维护保养,并掌握好操作技巧。只有这样,才能充分发挥串焊机的优势,提高生产效率和产品质量。它在电力行业中常用于焊接输电线路和电缆连接。江苏电池板串焊机
串焊机
一种突破性的太阳能电池片自动串焊机焊带折弯成型机构,正在光伏设备领域掀起一场技术革新的风暴。该机构凭借其良好的性能和无可挑剔的可靠性,正在重新塑造这一领域的技术。这一创新机构的主要在于其独特的气缸折弯技术。通过气动操控,焊带能够在无卡料的情况下实现折弯,降低了对滑轨的磨损,从而延长了滑轨的使用寿命。这一设计不仅提高了设备的稳定性,也大降低了维护成本,为制造商带来了实实在在的经济效益。此外,该机构中的切刀设计也独具匠心。切刀的上下移动与滑轨的定向移动相结合,使得整个操作流程更加效率高。这种协同工作方式不仅提高了生产效率,还确保了产品的一致性和质量。这一焊带折弯成型机构的出现,无疑为光伏设备行业提供了全新的解决方案。它以创新为主要,通过精湛的工艺和持续的技术优化,展示了强大的应用前景。随着技术的不断进步和应用领域的不断拓展,我们有理由相信,这种焊带折弯成型机构将在未来为太阳能电池片的生产带来更为深远的影响,为整个行业的发展注入更为强大的活力。广西光伏路灯板串焊机联系人串焊机可用于制造电池和电池组的焊接工艺。
太阳能电池片自动校正对位平台,解决了校正过程中的一个关键问题:当驱动装置进行校正时,速度快可能会导致边缘碰撞,产生弹性,进而导致校正位置出现偏差。为了解决这一问题,该平台采用了缓冲槽设计。缓冲槽可以吸收弹性力,并通过螺丝栓接于固定模块处,从而确保了位置的准确性。该平台包括框架模块和橡胶软棒。框架模块为凹槽设置,左端为开口,方便电池片进入。而橡胶软棒则对电池片产生相应的缓冲力,清楚了弹性力。这样,电池片就能按照规定的位置进行位置确定。通过这一设计,太阳能电池片的位置准确性得到了大幅度提高。这不仅有用地提高了生产效率,还使得太阳能电池片的质量更加稳定可靠。因此,这款设备无疑是太阳能电池片生产的理想选择。
自动串焊机的电池片自动转台送料机,是一款节省人力成本的设备。它的特点包括可靠、稳定、易于维护,适用于各种太阳能电池片生产企业的各个环节,如取料、焊接、质检、包装等。该设备采用了全自动化生产线,大幅提高了生产效率,自动化控制系统对电池片的质量进行严格把控,保证了产品质量。独特的分料机构和气吹模块,防止了叠片问题,提高了生产质量。此外,该设备还具有智能化、信息化、自动化的特点,可以提高工作效率,降低人力成本。总之,自动串焊机的电池片自动转台送料机是一款品质高的设备,具有广阔的市场前景,可满足多种太阳能电池片生产企业的需求,随着市场的不断扩大,其应用价值和发展潜力也将不断提升。串焊机可用于制造玻璃制品和玻璃容器的焊接工艺。

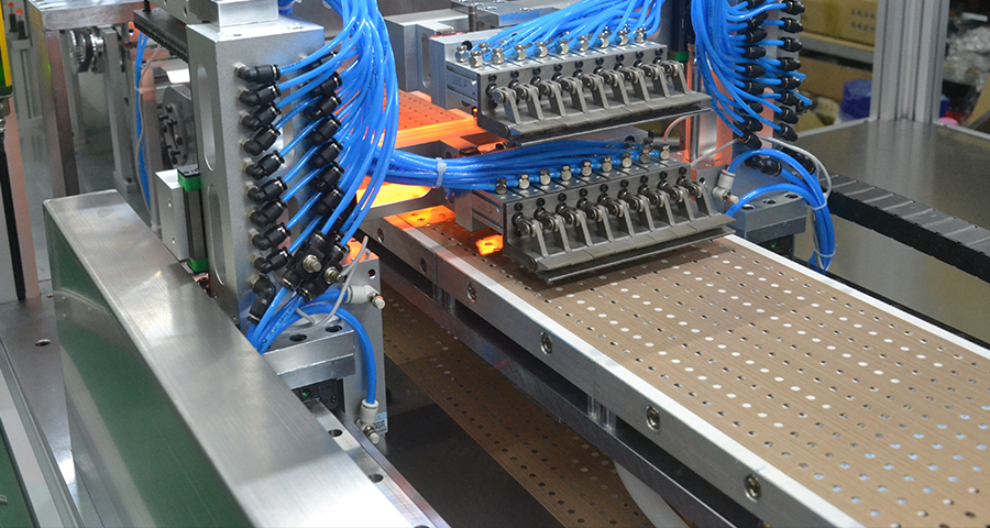
双条轨自动串焊机,采用红外加热,温度及功率为闭环驱动,PLC模拟量驱动焊灯,焊台温度PID受控、受热均匀。原创压网压带方式,弹性不压裂电池片、挡光吸热少发热均匀、不沾锡焊带稳定,且易于安装维护。主要参数为以下:①设备型号HHXE-CHJ2800-ZQ(双条轨产能2800片/小时),稳定成熟款,实战12年的机型,大、中、小型组件客户普遍采用。②适用片源规格125mm、156mm、158mm、166mm、182mm、210mm、230mm,以上片源的切割型电池片,个别片源可以小至焊片宽为20mm。③适用栅线2BB、3BB、4BB、5BB、6BB、9BB、10BB、11BB、12BB、13BB。④焊带规格宽度0.6~1.2mm,厚度0.12~0.23mm,适用性与电池片、组件的要求有关。⑤碎片率≤千分之二,针对等级为A(其它片整机优化结构、开式参数设置,良品率高)。⑥拉带及焊带位置确定为双拉带机械手、结果式焊带导向,强度高机械手、新型位置确定方式。⑦电池片盒供应能力1400片,上料方便、多用途组合、容量多的供料方式。⑧串焊方式为红外+压网(采用刹车伺服机构,精度高),不使用气缸。⑨灯管寿命>10000小时,可提供2年质保。⑩平均功耗小于10KW,目前较为节能的串焊机,压缩空气消耗量小于100升/分钟,自带450W真空泵,不用真空发生器。串焊机可用于制造船舶和海洋平台的焊接工艺。河南附近串焊机
它在化工行业中常用于焊接化工设备和容器。江苏电池板串焊机
针对传统电池片的串焊机改造升级,我们提出了以下方案:1.新开发程序,以匹配新的方案,因为焊接传送与出料传送方式变了。更改相应的线路及气路。2.新做拉带夹子,适应更多栅线数量的焊带的夹取及卸放。3.拉带机械手有一个高度方向上的变更机构,使去、回夹带的过程中避让焊台上的组件,又能与模具端的焊带头高度匹配,而卸带时尽量把焊带贴低电池片。4.加热台新做,重新布置吸咐电池片的气路和加热电池片的加热管、热电偶。加热台分成拼式结构,以适应不同的温度需求。5.铁氟龙的带与加热台的气路匹配,既传输电池片又为焊接电池片的承载面。上面布有气孔,保证传送时负压作用到电池片。带的运动是靠伺服加减速机构来驱动,并附有张紧滚轮及过渡滚轮,使带循环在加热台表面上运动。有一张紧轮是用气缸作用力来自动张紧带(防止带的延长而松动)。6.焊接好的电池片组件往出料方向传送方式为皮带传动。7.焊灯机构做结构调整,目的是移开至拉带机械手的运动区域之外,使整个焊接减少了运动行程从而节省了时间,特别是拉带与焊灯之间分开来互不干涉:拉带去、回与焊灯没有机械上的直接干涉。8.焊灯下方原先的压带方式变更,方便整片的焊接。江苏电池板串焊机
上一篇: 吉林多晶光伏板串焊机咨询
下一篇: 5栅串片机改造