深圳智能力控打磨欢迎选购
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,有想法可以来我司咨询!深圳智能力控打磨欢迎选购

焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控打磨加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。郑州官方力控打磨现价大儒科技(苏州)有限公司为您提供力控打磨 ,期待您的光临!
关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC力控打磨在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC力控打磨基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。
镁铝合金、复合材料的修边,打磨,抛光批量生产对打磨效果的均匀性和一致性有较高要求,安装DFC力控打磨来实现的力控打磨机器人,安装在固定工作台上打磨生产,DFC力控打磨的主动柔性力控制功能,降低了机器人示教及编程难度。这类高精度打磨要求的产品通常用气动打磨机,更换不同规格的打磨耗材,能提高工作效率。DFC力控打磨能柔性主动适应产品公差,夹治具位移,所导致的不一致,使得机器人真正实现力控打磨应用。改善现阶段大部分工厂打磨作业还处于手工或者使用手持气动,电动工具进行研磨的落后打磨生产方式。也优化了使用机器人安装电动或气动工具进行自动化打磨的厂家生产工艺,因为与手持打磨比较,机器人打磨能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动工具打磨针对不规则工件处理时容易出现打磨不到或者过磨等情况发生。力控打磨 大儒科技(苏州)有限公司获得众多用户的认可。

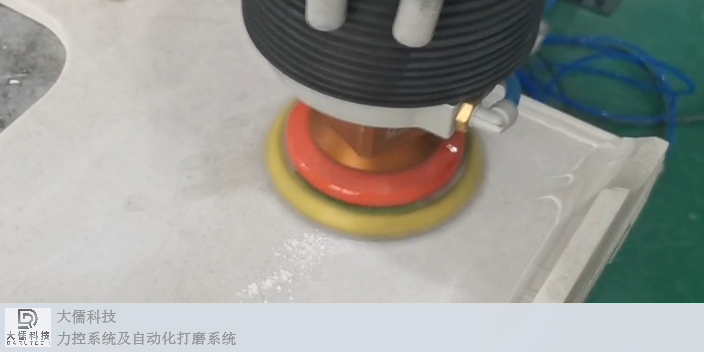
产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控打磨机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控打磨系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,欢迎新老客户来电!上海力控打磨值得推荐
力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,有想法的不要错过哦!深圳智能力控打磨欢迎选购
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。深圳智能力控打磨欢迎选购
上一篇: 深圳力控打磨控制系统
下一篇: 深圳销售力控打磨详情