深圳吹瓶模具加工厂
吹瓶模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。传热介质一般采用水、油等,它的通道常被称作冷却水道。降低模温,一般采用前模通“机水”(20度左右)、后模通“冻水”(4度左右)来实现。当传热介质的通道即冷却水道无法通过某些部位时,应采用传热效率较高的材料(如铍铜等,将热量传递到传热介质中去,或者采用“热管”进行局部冷却。升高模温,一般采用在冷却水道中通入热水、热油(热水机加热)来实现。当模温要求较高时,为防止热传导对热量的损失,模具面板上应增加隔热板。吹瓶模具能减少其设置上所需的占用空间。深圳吹瓶模具加工厂

PET模具采用3D计算机绘图设计,可搭配国内外各种厂牌机器,能依客户要求,制作各种吹瓶模具,如:广告瓶、洗发精、药瓶、酱油瓶、冷冻瓶、PET易开罐、矿泉水瓶、热充填瓶、碳酸饮料瓶、白酒包装盒、日化包装等模具。pet吹瓶模具特性:1. PET模具采用3D计算机绘图设计,提高吹瓶成功率。2. PET模具采用合金钢材及不锈钢制,耐久耐用稳定性良好。3. 短,提升生产效率。4. 各型模具设计制作,并可依瓶身设计瓶胚。5. 制作过程零件组件皆由高精密量测仪器及高精密机械加工。6. 品管制程严格管制,产品品质有保证。7. 可配合客户共同研发设计及制造生产。深圳吹瓶模具加工厂一款质量好的模具对于吹瓶模具厂家来说是不可或缺的。

选择一款好的吹瓶模具能够极大压低成本,特别是吹瓶模具的使用寿命,使用时间越长越节省成本。影响PET吹瓶模具吹塑工艺的重要因素有瓶坯、加热、预吹、模具及生产环境等。PET材料成型的瓶坯,进口的原料要比国产料易吹塑成型;而同一批次的瓶坯,生产日期不同,吹塑工艺也可能有较大差别。瓶坯的优劣决定了吹塑工艺的难易,对瓶坏的要求是纯洁、透明、无杂质、无异色、注点长度及周围晕斑合适。生产环境的好坏对工艺调整也有较大影响,恒定的温度条件可以维持工艺的稳定及产品的稳定。PET吹瓶模具吹塑成型一般在率温、低湿状。
吹瓶模具设计制作的要求:尺寸精确、表面光洁;结构合理、生产效率高、易于自动化;制造容易、寿命高、成本低;设计符合工艺需要,经济合理。模具结构设计和参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。模具上的易损件应容易更换。对于塑料模和压铸模,还需要考虑合理的浇注系统、熔融塑料或金属流动状态、进入型腔的位置与方向。为了提高生产率、减少流道浇注损失,可采用多型腔模具,在一模具内能同时完成多个相同或不同的制品。在大批量生产中应采用高效率、高精度、高寿命的模具。冷却在吹瓶模具设计中占有着十分重要的意义。
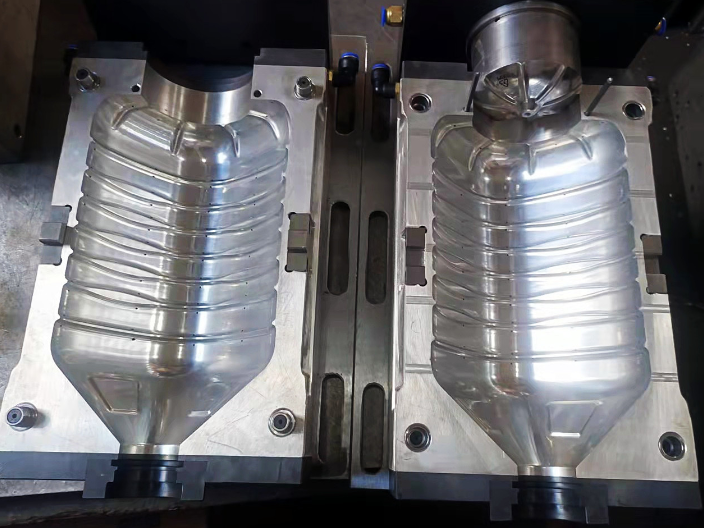
吹瓶模具冷却与材质的选择:大多数吹瓶模具都有设计冷却区,颈部与底部两端都需要排出的热量多的,冷却在吹瓶模具设计中占有着十分重要的意义,钻孔式冷却管线装置在需要冷却的地方,是为了进行合适的生产控制,因此需要有有效的冷却。故模腔通常采用机器切削而成,被铜合金吹瓶模具也有高传热性和良好的耐蚀性,制作吹瓶模具的资料必须要具有高导热性能才能足够的切胚口刀刃强度,目前铝的制作大多数吹瓶模具用的高质量合金,由于金属的机器加工性能好。成本高、价格贵,是比重三倍于铝,可能在成型机械上的磨损比较严重,所以被钢合金吹瓶模具易于用焊接法或者是镶嵌法来修复。铸铝的强度和硬度满足不了切胚口刀刃的要求,所以铸铝吹瓶模具的导热性能比切削铝吹瓶模具要差一些。模腔的切胚口一般需要破铜合金或不锈钢镶嵌。一款好的吹瓶模具可以有效提高生产效率,还可以节约成本。佛山吹瓶模具开模
吹瓶模具能大幅减少于作动时所需的使用空间。深圳吹瓶模具加工厂
影响到吹瓶模具的成型因素:型胚预吹阶段,为避免型胚内外表的触摸、粘附,改进制品壁厚的均匀性,要对型胚进行预吹胀。在型胚预吹阶段,从型胚下方往型胚内喷气,以护持型胚,减小其垂伸。在这一阶段,影响壁厚散布的主要工艺参数有:预吹压力、预吹时刻。型胚高压吹阶段,高压吹胀型胚,使之贴紧模具型腔,完成产品塑性成型阶段。该阶段,影响产品成型的是型胚受高压吹胀变形、型胚与模腔触摸变形。而影响壁厚散布的主要工艺参数有:材料的收缩率;吹气压力、时刻;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道散布、冷却水进水温度等。虽然影响吹塑制品质量的要素较多,但当出产条件、制品要求确认后,调整吹塑工艺参数能有用改进制品质量。优化的工艺参数可以进步出产功率,下降原材料耗费,优化产品的综合功能。深圳吹瓶模具加工厂
台州市弘凯模具有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。弘凯模具作为机械及行业设备的企业之一,为客户提供良好的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。弘凯模具创始人贾耀伟,始终关注客户,创新科技,竭诚为客户提供良好的服务。
上一篇: 深圳管胚模具制造商
下一篇: 深圳管胚模具怎么开模